Veľké procesy v malom meradle - optimalizácia parametrov extrúzie (Thermo Fisher Scientific)
Proces vytláčania taveniny (HME - hot melt extrusion) je rozšíreným spôsobom spracovania
pri vývoji nových liekových foriem a zvýšenia biologickej dostupnosti zle rozpustných
aktívnych zložiek. Dvojzávitovkový extrúder sa presadil v priemysle plastov, nadobudnuté
znalosti možno však využiť aj vo farmaceutickom priemysle pri HME alebo granulácii
(TSG - twin-screw granulation), kedy sú výsledkom extrúzie granule - bez použitia
výtlačnej dýzy. Znalosť kritických parametrov procesu spracovania a ich závislostí
je nevyhnutná pre úspešné prevedenie podmienok procesu vytlačovania taveniny
z laboratórnych rozmerov do pilotnej alebo priemyselnej výroby. Tento článok
sa zaoberá prehľadom parametrov a optimalizáciou procesu spracovania, konfiguráciou
závitoviek poskladaním jednotlivých elementov, a ukazuje, ako možno dosiahnuť
prenesenie podmienok z malých extrúderov pre výskum a vývoj na pilotné
a menšie výrobné systémy, so zameraním na farmaceutické aplikácie.
Trocha histórie
Jednozávitovkové extrúdery boli a sú používané pre tavenie polymérov a lisovanie,
ich výkon je ale limitovaný. Úplne naplnená závitovka je pod tlakom a nie je
možné odplyňovanie ani pridávanie ďalších súčastí zmesi. Kvalita miešania je
tiež obmedzená. Za účelom zvýšenia kvality miešania a pre potreby kontinuálneho
spracovania boli vyvinuté dvojzávitovkové extrúdery, ktorých využitie pri
vytláčaní taveniny pre farmaceutické aplikácie je stále častejšie. Svoje
využitie nachádzajú v mnohých oblastiach a pomáhajú zlepšeniu rozpustnosti,
riadenému uvoľňovaniu, maskovaniu zvieravej chuti a dajú sa využiť pri
produkcii rôznych liekových foriem (tablety, kapsuly, pastilky, transdermálne
náplasti, implantáty) [1]. Využívanie kontinuálneho spracovania pri výrobe
liečiv je podporované Úradom pre kontrolu potravín a liečiv (FDA).
Extrúzia
Extrúder musí zabezpečiť správne dávkovanie zložiek, ich tavenie, transport, miešanie,
odplyňovanie a záverečnú extrúziu homogenizovaného produktu. Pre zabezpečenie
dávkovania správneho množstva suroviny musí byť prvá zóna extrúderu účinne chladená,
aby sa zabránilo predčasnej degradácii. Dávkovať je možné pomocou gravimetrických
alebo volumetrických podávačov. Výhodné je použiť v dávkovacej zóne také závitovky,
ktoré majú dostatočný objem pre bezproblémové spracovanie komerčne dostupných
granulátov aj v laboratórnom meradle. Po nadávkovaní je vzduch vytlačovaný von
a materiál je vtlačený do extrúderu, kadiaľ je ďalej transportovaný. Zmes
polyméru s účinnou aktívnou látkou sa začne taviť vplyvom zahrievania vonkajšieho
plášťa extrúderu a šmykového trenia vyvolaného pohybom závitoviek.
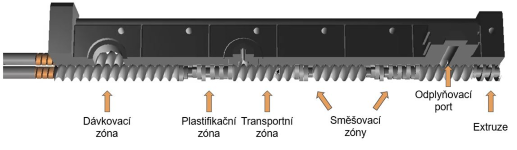
Obr. 1 – Schematické znázornenie extrúzie
Typická pracovná dĺžka závitovky je 25-40 L/D. Variabilné nastavenie dĺžky závitovky
je možné. Extrúder nie je v transportných zónach úplne naplnený a materiál nie je
stláčaný. V plastifikačná zóne extruderu už dochádza ku stláčanie a plastifikáciu.
Zmiešavacia zóna je u väčšiny modulárnych extrúderov individualizovaná, termolabilné
látky tak nie sú vystavené nadmernému pôsobeniu tepla alebo tlaku. Možno pridať
chladiace prvky. Tavenina môže byť tiež odplynená do atmosféry alebo do vákua
a výsledný produkt tak neobsahuje bubliny. V transportných zónach môžu byť pridávané
ďalšie pevné alebo kvapalné zložky. V závislosti od aplikácie možno využiť rôzne
geometrie výtlačných dýz. Tavenina môže byť chladená pomocou odťahovacieho pásu
a ďalej sekaná na granule požadovaných rozmerov.
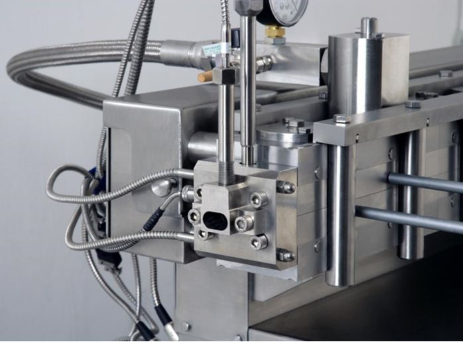
Obr. 2 – Dýza pre vytlačovanie horúcej taveniny, rad Pharma 24 (Thermo Fisher Scientific)
Prenositeľnosť procesov
Pre úspešné prenesenie optimalizovaných podmienok pomocou HME do výrobného meradla
je nutné zaznamenať všetky údaje týkajúce sa procesu v malom meradle pri kontinuálnej
výrobe (napr. 50 g/hod.). Extrúder použitý pri vývoji musí byť schopný transportovať
materiál a viesť teplo tak, ako extrúder, ktorý zodpovedá technickej realizácii.
Musí byť použitá rovnaká alebo podobná konfigurácia závitoviek. Doba zdržania
(residence time) a teplota tavenia musia byť podobné ako v laboratórnom meradle
(adiabatické podmienky). Zvyšovanie meradla (škálovateľnosť) je limitované vďaka
dostupným povrchovým úpravám, rýchlosť ohrevu i chladenia klesá s rastúcim
priemerom závitoviek.
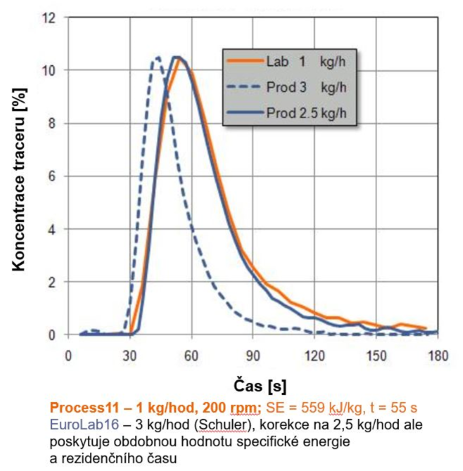
Obr. 3 – Doba zdržania na extrúderu o priemere závitoviek 11 a 16 mm, výpočet vs.
experimentálne dáta
HME – vytláčanie taveniny
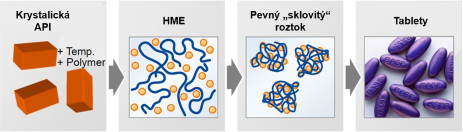
Cieľom HME je zvyčajne začlenenie aktívnej účinnej látky (API) do polymérnej matrice
takým spôsobom, aby sa v polymérnej tavenine vytvorila homogénna disperzia na molekulárnej
úrovni, podobne ako u lyofilizácie či rozprašovaní, viď Obr. 4. Technológia HME je
pre farmaceutický priemysel stále relatívne málo používaná, častejšie sa používa pri
vývoji formulácií než vo výrobnom prostredí. Pre prevedenie podmienok do výrobného
prostredia je kľúčová voľba laboratórneho extrúdera a jeho parametre. Vo farmaceutickej
extrúzii je dôležitá správna teplota, ktorá sa musí nachádzať pod teplotou skleného
prechodu (Tg) API a vyššie, než je plastifikačná teplota polymérnej matrice (cca 50 °C),
aby sa zabránilo tepelnému rozkladu API. Polymér musí byť netoxický. K solidifikácii
zmesi dochádza schladením. Prenos parametrov HME optimalizovaných pri laboratórnej
extrúzii pomáha šetriť materiál aj čas strávený pri vývoji.
Obr. 4 – Vytláčanie horúcej taveniny
Laboratórna farmaceutická extrúzia
Medzi najväčšie výhody farmaceutickej extrúzie v laboratórnom meradle patrí zabezpečenie
kontinuálnej „malej“ produkcie, nízka spotreba drahých/toxických materiálov, ľahké
čistenie, rýchle stanovenie/overenie parametrov, flexibilita pri vývoji nových
produktov, opakovateľnosť nastavených parametrov a presne stanovené dáta o procese
pre audit. Kontinuálne produkcia v ustálených podmienkach umožňuje minimalizovať
neúspešné experimenty. Pomocou online senzorov je meraná rýchlosť dávkovania,
teplota v priebehu extrúzie, výstupný tlak a/alebo regulácia vákua. Protokolovanie
nameraných dát poskytuje podpornú dokumentáciu na zabezpečenie kvality produkčných
dávok a zjednodušuje kontrolu kvality. Súčasné technológie umožňujú výrobu nových
liekových foriem, napr. mini-implantátov. V súčasnej dobe sa dostáva do popredia
ko-extrúzia, ktorá umožňuje kontinuálnu produkciu viacvrstvových materiálov.
Obr. 5 – Dýza pre ko-extrúziu
HME navyše umožňuje zníženie spotreby rozpúšťadiel v porovnaní s procesom mokrej
granulácie a je šetrnejšie k životnému prostrediu. Extrúder spracovávajúci API je
nutné vedieť prevádzkovať v rukavicovom boxe, kľúčové sú preto rozmery a musí byť
čo najkompaktnejší bez prídavnej elektroniky. Extrúdery pre farmaceutickú extrúziu
musia byť vyrobené zo špeciálnej ocele (pharma grade), nesmú mať mŕtve objemy,
musia byť ľahko rozoberateľné, čistiteľné a sterilizovateľné.
Polymér Soluplus® bol vytlačovaný na troch rôzne veľkých paralelných súbežne sa
otáčajúcich závitovkách. Doba zdržania a distribúcia bola meraná pomocou traceru
Fe2O3. Vypočítaná bola špecifická spotreba (mechanickej) energie. Z obvyklých parametrov
bola meraná teplota a tlak taveniny na výtlačnej dýze a krútiaci moment. Z distribúcie
doby zdržania bola vypočítaná stredná doba zdržania, tá bola získaná meraním
koncentrácie farebného pigmentu fotometrickou a kolorimetrickou metódou. Pre simuláciu
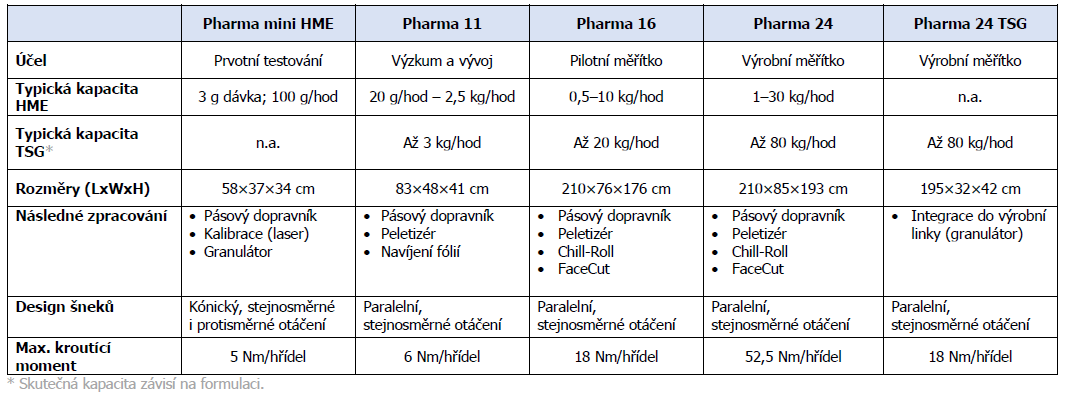
škálovania HME boli použité tri rôzne veľkosti extrúderov o celkovej dĺžke 40 L/D:
laboratórny extrúder Pharma 11, pre stredné meradlo Pharma 16 a pre výrobné meradlo
Pharma 24 (Thermo Fisher Scientific, Karlsruhe, Nemecko), viď Tab. 1. Nastavená
bola minimálna (100 ot./min), stredná (300 ot./min) a maximálna (500 ot./min)
rýchlosť otáčok závitoviek a teplotné programy pri 130, 165 a 200°C. Rýchlosť
extrúzie bola vypočítaná v závislosti od Schulerovej rovnice [2].
Aby bolo možné použiť podmienky laboratórnej extrúzie vo väčšom meradle, je nutné pracovať
s rovnakou dobou zdržania materiálu v extrúderi. Tá umožní tavenie a dostatočné premiešanie,
a na druhej strane bráni degradácii. Pomocou Schulerovej rovnice je vypočítaná
rýchlosť/kapacita linky pomocou doby zdržania. Distribúcia doby zdržania je ale
u pilotného meradlo úzka a kratšia, zatiaľ čo u laboratórneho extrúderu je distribúcia
široká a priemerná doba zdržania dlhšia. Z toho dôvodu je potrebné zahrnúť korekcie,
ako je ukázané na Obr. 3. Bolo zistené, že dokonalého prekrytia distribúcie doby
zdržania sa dosiahne, keď sa doba distribúcie a špecifická spotreba mechanickej energie
(SMEC) [3], ktorá je vypočítaná z krútiaceho momentu, rýchlosti otáčania závitoviek
a kapacity systému, zhodujú. V ďalšom kroku je využitá znalosť objemu použitých
veľkostí extrúderov a vypočítaná ANOVA. Tým je vymedzené „návrhové okno“ experimentu,
ktoré pomocou viacnásobnej regresie hovorí, ako preniesť podmienky extrúzie do väčšieho
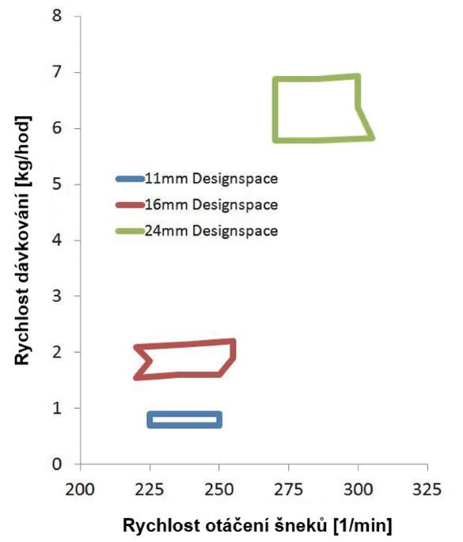
meradla, viď. Obr. 7.
Obr. 7 – Návrhový priestor pre prenesenie podmienok z laboratórneho na výrobné meradlo
Pri prenesení podmienok z „návrhového okna“ systému Pharma 11 na systém Pharma 16 je
potrebné len zvýšiť rýchlosť dávkovania. Pri prechode na systém Pharma 24 je okrem
rýchlosti dávkovania nutné zvýšiť aj rýchlosť otáčok závitoviek. Ak zväčšíme veľkosť
systému, tak sa plocha vnútorného povrchu zväčšuje druhou mocninou. Zatiaľ čo ak sa
zvýši rýchlosť dávkovania, tak sa objem extrúderu zväčšuje treťou mocninou. So
zvyšujúcou sa veľkosťou extrúderu sa teda pomer medzi plochou povrchu vedúce teplo
a objemom materiálu vnútri zmenšuje. Preto je treba dodať ďalšiu energiu zvýšením
rýchlosti otáčok závitovky. Plocha „návrhového okna“ sa pri zväčšovaní systému
takisto zväčšuje. Pri optimalizácii je nutné brať do úvahy tiež následné spracovanie,
ktorým môže byť peletizácia (Obr. 8), ale aj produkcia viacvrstvových materiálov,
injektovateľných implantátov (MiniImplant Line, SteriCut System) alebo vločiek
(Chill-Roll/Flaker).
Procesné parametre zoptimalizované na laboratórnom extrúderi možno preniesť na
geometricky identický extrúder vhodný pre pilotné či prevádzkové meradlo. Je však
potrebné upraviť teoreticky stanovenú hodnotu kapacity systému. Na praktickom
príklade bolo ukázané využitie špecifickej spotreby mechanickej energie
a viacnásobné regresné analýzy pre nájdenie vhodného „návrhového okna“ pri
prenose parametrov. Dôležitá je aj vhodná metodika pre stanovenie priemernej
doby zdržania príliš neovplyvňujúca jej distribúciu. Kontinuálne monitorovanie
taveniny pomocou kamery a automatizované vyhodnotenie umožňujú zaznamenať
dobu zdržania, dôležité je nájsť optimálne množstvo traceru. Pre termolabilné
látky, najmä API je nutné stanoviť tiež teplotu tavenia a tlak a nájsť optimálne
podmienky extrúzie tak, aby nedochádzalo k ich degradácii. Tieto podmienky možno
charakterizovať pomocou reologických testov a urýchliť tak optimalizáciu podmienok
extrúzie pre danú konkrétnu API a charakterizovať hotový produkt.
Pomocou reologických experimentov s využitím kombinovaných reologických techník (RheoScope
tj. reometer + mikroskopický modul s CCD kamerou; Rheonaut tj. reometer + FTIR) možno
popísať sériu kľúčových vlastností daného materiálu, tj. teplotu skleného prechodu
(DTMA), tavenia, mäknutia, tokové krivky, stupeň kryštalinity (RheoScope), distribúciu
molekulovej hmotnosti polyméru (DTMA + MWD), tokové indexy a mnohé ďalšie [4],
a urýchliť tak optimalizáciu podmienok HME.